Những tiến bộ trong công nghệ ánh sáng UV-C cải thiện chất lượng nước ép, đồ uống và các sản phẩm sữa
TNNN - Ánh sáng cực tím C (UV-C) là một phương pháp thay thế mới nổi nhằm tiết kiệm năng lượng khi xử lý liên tục và giảm chi phí.
Mức tiêu thụ ngày càng tăng của các loại sữa, trái cây và đồ uống thực vật cao cấp được cho là có lợi cho sức khỏe bởi đó là thực phẩm tự nhiên, được sản xuất từ các thành phần hữu cơ, giảm lượng calo và giảm lượng đường enzyme, chất dinh dưỡng, và các thành phần hoạt tính sinh học. Để đạt được những lợi ích này, các sản phẩm phải được xử lý tối thiểu về nhiệt độ xử lý và tiếp xúc với oxy. Ví dụ, sự phát triển của ngành công nghiệp nước ép lạnh từ địa phương sang thị trường khu vực và quốc gia đòi hỏi sự ổn định, tính an toàn cao hơn và kéo dài thời hạn sử dụng sản phẩm lên ít nhất vài tuần.
Thanh trùng nhiệt là một kỹ thuật bảo quản hiệu quả nhưng thường tác động tiêu cực đến cả các thông số dinh dưỡng và chất lượng. Một cách xử lý phi nhiệt khác là sử dụng xử lý áp suất cao (HPP). Tuy nhiên, HPP cần xử lý hàng loạt, đòi hỏi một không gian lớn và sử dụng bao bì nhựa trong khi chi phí khởi động và vận hành khá cao.
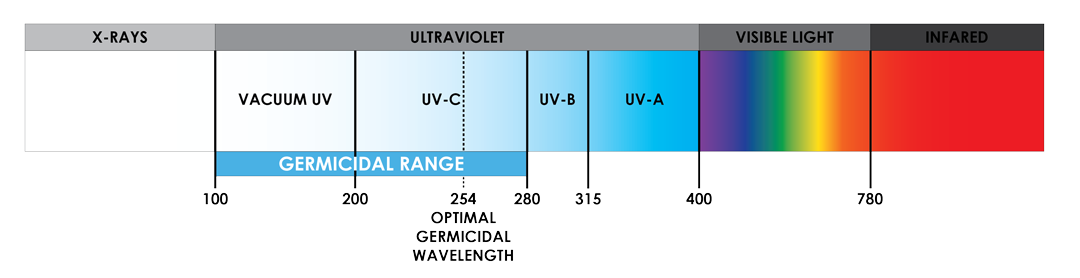
Ánh sáng cực tím C (UV-C) là một phương pháp thay thế mới nổi nhằm tiết kiệm năng lượng khi xử lý liên tục và giảm chi phí. Ngoài ra, UV-C ở bước sóng 254nm có hiệu quả chống lại tất cả các mầm bệnh thực phẩm, microbiota tự nhiên, nấm mốc và nấm men với tác động tối thiểu đến chất lượng và dinh dưỡng. Để đạt được hiệu quả cao của việc xử lý UV-C trong các sản phẩm có lượng truyền UV thấp (UVT) như phần lớn các sản phẩm nước trái cây và sữa, các phương pháp kỹ thuật mới đã được phát triển khác với các phương pháp thường được sử dụng để xử lý nước.
Trong trường hợp nước, UVT đạt được giá trị từ 90% trở lên đối với nước ép trong, UVT thường nhỏ hơn 30% và đạt 0% đối với nước ép đục có hạt. Do UVT khá đơn giản để xử lý, chế độ hỗn hợp sử dụng màng mỏng, máy trộn tĩnh trong ống cuộn phải được sử dụng để phân phối hiệu quả các photon ánh sáng tới toàn bộ khối lượng sản phẩm. Hệ thống UV đầu tiên được phát triển và sử dụng để tạo dữ liệu cho việc đệ trình quy định tại Hoa Kỳ vào năm 2001, dựa trên ống cuộn, nơi chất lỏng được xử lý và đèn thủy ngân áp suất thấp cung cấp một lượng UV tương tự cho một loạt các sản phẩm nước ép.
Thách thức hiện tại vẫn còn vì lượng UV chưa được các cơ quan quản lý thiết lập. Quá trình này phải được phát triển dựa trên việc đạt được các yêu cầu quy trình cụ thể của sản phẩm. Điều này có thể liên quan đến việc giảm mầm bệnh trong nước ép để đáp ứng Hệ thống Phân tích mối nguy và Điểm kiểm soát tới hạn (HACCP), kéo dài thời hạn sử dụng của nước trái cây tươi, sữa tiệt trùng hoặc đường lỏng bằng cách loại bỏ bào tử hoặc sinh vật có hại.
Điều này có nghĩa là liều UV hoạt động trên thực tế có thể khác nhau đối với các loại nước ép, đồ uống, thành phần lỏng khác nhau và phụ thuộc rất nhiều vào thành phần sản phẩm, hệ số hấp thụ, đặc tính lưu biến và tải lượng vi khuẩn ban đầu.
Ngoài ra, nên tối ưu hóa liều lượng UV để đạt chất lượng, dinh dưỡng và cảm quan tốt nhất. Sau khi liều lượng UV được thiết lập, cần cân nhắc đến tác dụng của nó đối với enzyme và tính ổn định của dung dịch treo.
Các nghiên cứu thử nghiệm mở rộng đã được tiến hành để thiết lập và xác nhận liều lượng UV hoạt động cho một số loại đồ uống như nước ép trái cây, trà lạnh, các sản phẩm sữa, các thành phần sucrose và fructose lỏng. Công nghệ UV mới cung cấp các photon ánh sáng cho toàn bộ thể tích chất lỏng khi được bơm trong dòng chảy thông qua ống polymer. Việc sử dụng ống polymer trong các cơ sở chế biến thực phẩm đảm bảo rằng, các yêu cầu về an toàn và HACCP được đáp ứng bằng cách loại bỏ các mối nguy liên quan đến việc sử dụng kính.
Một tính năng khác của công nghệ này là công suất đầu ra UV-C có thể điều chỉnh mức liều UV cho từng sản phẩm theo nhiều cách, chẳng hạn như sử dụng đèn có công suất khác nhau và điều chỉnh dòng điện (cường độ) của đèn mà không thay đổi hình dạng của buồng phản ứng (ví dụ: đường kính ống, đường kính cuộn dây, số lượng đèn UV, khoảng cách của đèn với cuộn dây).
Hai loại đèn hỗn hợp áp suất thấp và đèn thủy ngân (LPA và LPM) với đầu ra 320W và 75W đã được thử nghiệm cho các ứng dụng cụ thể. Trong hệ thống được thử nghiệm, bức xạ UV được đo và kiểm soát bằng hai cảm biến UV. Các cảm biến UV-C được lắp đặt trong buồng có thể nhận diện được hình dạng của ống và hướng của tia UV tới đèn xung quanh.
Điều này cho phép không chỉ theo dõi sự chiếu xạ UV-C mà còn đo chính xác công suất đầu ra của đèn và đánh giá chính xác liều hấp thụ được cung cấp cho sản phẩm được xử lý. Sản phẩm công thức có thể được lưu trong chương trình hệ thống và cũng có thể được sử dụng để điều chỉnh mức liều UV cho từng sản phẩm. Cảm biến nhiệt kiểm soát nhiệt độ không khí và sản phẩm trong buồng UV-C.
Điều kiện xử lý UV
Phát triển một quy trình UV mới trước tiên cần thiết lập một liều phù hợp, một bước xác nhận để đảm bảo liều UV được phân phối thích hợp với sản phẩm và phản ánh hiệu quả của vi khuẩn trong hệ thống.
Ứng dụng: Nước ép
Nước ép trái cây và rau quả ép lạnh là một thị trường đang phát triển do hàm lượng dinh dưỡng cao, có lợi cho sức khỏe. Nước ép lạnh xử lý bằng các công nghệ phi nhiệt được coi như một phương pháp tiên tiến hơn so với việc xử lý bằng hóa chất.
Công nghệ UV có hiệu quả chống lại các mầm bệnh phổ biến trong nước ép, vi sinh vật tự nhiên, nấm mốc và nấm men, kéo dài thời hạn sử dụng các loại nước ép như các sản phẩm rau xanh phổ biến và hỗn hợp rau quả, trong khi sử dụng nhiều loại bao bì thủy tinh (hộp, cốc..).

Ngoài ra, các thử nghiệm để đánh giá sự tuân thủ với các yêu cầu của HACCP liên quan đến việc bất hoạt các sinh vật gây bệnh đã được thực hiện. Một loạt các sản phẩm nước ép từ trái cây, quả mọng, rau xanh, trà đen được tiêm các loại vi khuẩn khác nhau (Escherichia coli ATCC 35208, nấm men và bào tử Bacillus atrophaeus) đã được xử lý với công suất 1.000L/h (4.4 GPM) và 100% lượng UV với 308,8J/L với tất cả các đèn UV được bật.
Đặc biệt, các thử nghiệm được thực hiện bằng 10 loại nước ép có tính axit cao (pH <4,6) bao gồm táo (trong và đục), cam (trong và đục), trái cây nhiệt đới, anh đào, việt quất và nước ép nho.
Ngoài ra, năm loại nước ép có hàm lượng axit thấp (pH> 4,6) đã được thử nghiệm, chẳng hạn như nước dừa, nước ép hắc mai biển, cà rốt, cỏ lúa mì và nước ép cần tây, cùng với trà đen.
Sữa
Xử lý tia cực tím cũng là một công nghệ đầy hứa hẹn cho các nhà chế biến sữa. Đây là một quy trình an toàn, tiết kiệm năng lượng và kinh tế để đạt được những giá trị gia tăng. Xử lý tia cực tím có thể được sử dụng thành công như một phương pháp thay thế sau thanh trùng để giảm số lượng vi khuẩn vượt quá thanh trùng thông thường và tăng thời hạn sử dụng của sữa tiệt trùng ít nhất 30% trong điều kiện lạnh.
Mục tiêu chính của quy trình này là đạt được thời hạn sử dụng kéo dài (ESL) của sữa mà không để sữa tiếp xúc với nhiệt độ cao và đóng gói trong điều kiện vệ sinh khắc nghiệt thường gặp trong xử lý ESL thông thường. Nghiên cứu mở rộng cho thấy, xử lý tia cực tím cho sữa bò và sữa dê có hiệu quả chống lại vi khuẩn hiếu khí, vi khuẩn E. coli, Bacillus cereus và Bacillus subtilis. Hiệu quả của hai điều kiện xử lý UV ở mức năng lượng 100% và 20% đã được kiểm tra do lo ngại về sự hình thành hương vị trong các sản phẩm sữa.
Mức năng lượng UV cao hơn dẫn đến việc giảm số lượng các loại vi sinh vật được thử nghiệm. Với việc vô hiệu hóa vi khuẩn tự nhiên hiệu quả hơn, vi khuẩn E. coli ATCC 35208 và B.Cereus đã được quan sát sau khi xử lý ở mức 100% năng lượng tia cực tím trong sữa bò. Một phép thử tam giác đã được sử dụng để xác định xem có sự khác biệt về chất lượng cảm quan giữa các mẫu sữa bò được xử lý ở mức năng lượng 100% và 20% hay không. Và kết quả cho thấy, việc đưa sữa bò với mức năng lượng UV cao hơn dẫn đến sự hình thành hương vị. Không có thay đổi đáng chú ý nào được tìm thấy bởi phần lớn các chuyên gia nếm thử khi sữa bò tiệt trùng được xử lý bằng tia UV ở mức 20% hoặc 2,31J/L.
Kết
Quy định về xử lý UV-C phát ra từ đèn thủy ngân ở bước sóng 254nm đối với nước trái cây, các sản phẩm sữa và thị trường đồ uống cao cấp đang mở ra cơ hội mới cho sự phát triển và thương mại hóa công nghệ này. Các nhà chế biến thực phẩm muốn đầu tư và thử nghiệm công nghệ này nên hiểu những ưu điểm và hạn chế của quy trình dựa trên ánh sáng tia cực tím. Bằng cách theo dõi các thông số sản phẩm, các điều kiện xử lý UV có thể được điều chỉnh để tránh xử lý quá mức và gây mùi. Hệ thống xử lý UV cũng nên được tích hợp vào dây chuyền để tránh nhiễm bẩn chéo và đạt được thời hạn sử dụng tối đa của sản phẩm.
Hoàng Nam
(Theo Food Safety Magazine)
Bình luận
Tin khác

Gợi mở về vai trò của diêm tiêu Việt Nam trong lịch sử thế giới

Thiết kế pin mới giúp giảm nguy cơ cháy nổ
JASIS 2025 – Triển lãm thiết bị khoa học và phân tích hàng đầu châu Á

Cấp thiết sửa đổi quy chuẩn kỹ thuật quốc gia cho sản phẩm sữa chế biến

Kiểm tra, xác nhận giá trị sử dụng phương pháp; ước lượng độ không đảm bảo đo lĩnh vực sinh học
Tin cũ hơn

Đảm bảo chất lượng kết quả thử nghiệm

Nhận thức chung ISO/IEC 17025:2017 và đánh giá nội bộ

Xác nhận giá trị sử dụng phương pháp thử trong phân tích hóa học

Triệt để tránh tình trạng “dễ làm, khó bỏ” trong nghiên cứu khoa học

Báo động: Vi nhựa xâm nhập não người với tốc độ nhanh